


Material
Steel.
Version
Contact faces hardened and ground.
Show more
Show less
Description
Material
Steel.
Version
Contact faces hardened and ground.
Note
The UNILOCK clamp modules EFM 138 can be installed in machine tables, in fixtures (plates, cubes, towers etc) with or without overhang in any position.
The UNILOCK clamping module EFM 138 is particularly suitable for installation in workholding towers by machining a deep recess for the module.
With a maximum protusion of 11 mm above the installation surface, only minor interference contours occur, thus permitting optimum horizontal machining on the workpiece.
The pneumatic control of the clamping modules can be carried out independently or together, thus an individual zero-point clamping system can be fabricated.
The modular design allows the number of and distance between the clamp modules to be ideally adjusted to suit the clamping task. The set-up times are significantly reduced and so the running times of the machines are extended.
The high clamping forces are generated by the integrated spring package (the unit is clamped without constant air pressure).
The release process is pneumatic.
Even in the event of a pressure drop or fluctuations in the compressed air supply, the full traction force is maintained.
All clamping modules have a turbo function included as standard. A short air impulse at the ”Turbo” air port additionally increases the normal traction force achieved by the springs significantly. Consequently, the clamping modules can also be used for heavy-feed machining.
Use of the turbo function for maximum traction force is recommended.
The following clamping forces are possible with the UNILOCK clamping pin in conjunction with M10, M12, M16 fastening screws:
- Clamping force (M10) 35,000 N
- Clamping force (M12) 50,000 N
- Clamping force (M16) 75,000 N
Clamping force with DIN EN ISO 4762 -12.9 cap screws.
Clamping pins may only be clamped in conjunction with a mounted interchangeable unit in the clamping module.
A consistent clamping bolt size for all clamping modules and compatibility with the 5-axis module clamping system 80 guarantees diverse applications.
The UNILOCK clamping module EFM 138 is particularly suitable for installation in workholding towers by machining a deep recess for the module.
With a maximum protusion of 11 mm above the installation surface, only minor interference contours occur, thus permitting optimum horizontal machining on the workpiece.
The pneumatic control of the clamping modules can be carried out independently or together, thus an individual zero-point clamping system can be fabricated.
The modular design allows the number of and distance between the clamp modules to be ideally adjusted to suit the clamping task. The set-up times are significantly reduced and so the running times of the machines are extended.
The high clamping forces are generated by the integrated spring package (the unit is clamped without constant air pressure).
The release process is pneumatic.
Even in the event of a pressure drop or fluctuations in the compressed air supply, the full traction force is maintained.
All clamping modules have a turbo function included as standard. A short air impulse at the ”Turbo” air port additionally increases the normal traction force achieved by the springs significantly. Consequently, the clamping modules can also be used for heavy-feed machining.
Use of the turbo function for maximum traction force is recommended.
The following clamping forces are possible with the UNILOCK clamping pin in conjunction with M10, M12, M16 fastening screws:
- Clamping force (M10) 35,000 N
- Clamping force (M12) 50,000 N
- Clamping force (M16) 75,000 N
Clamping force with DIN EN ISO 4762 -12.9 cap screws.
Clamping pins may only be clamped in conjunction with a mounted interchangeable unit in the clamping module.
A consistent clamping bolt size for all clamping modules and compatibility with the 5-axis module clamping system 80 guarantees diverse applications.
Technical Data
- Traction force with turbo 20 kN.
- System pressure: 6 bar, lubricated air.
- Repeat accuracy ≤ 0.005 mm.
- Temperature range 5° to 60° C.
- Optional port for blow-our air.
- System pressure: 6 bar, lubricated air.
- Repeat accuracy ≤ 0.005 mm.
- Temperature range 5° to 60° C.
- Optional port for blow-our air.
Advantages
- Optimal for mounting on workholding towers due to the low mounting height of 11 mm.
- Turbo function as standard.
- Repeat accuracy ≤0.005 mm.
- Positioning via short taper.
- High traction force.
- Setup time optimisation.
- Turbo function as standard.
- Repeat accuracy ≤0.005 mm.
- Positioning via short taper.
- High traction force.
- Setup time optimisation.
Scope of delivery
1x clamping module.
6x fastening screws.
6x screw protection caps.
2x air connection O-rings Ø9x1,5.
6x fastening screws.
6x screw protection caps.
2x air connection O-rings Ø9x1,5.
Attention
Recommended nominal hose size:
- Up to four clamping modules, hose size 6 mm.
- From five clamping modules, hose size 8 mm.
- Up to four clamping modules, hose size 6 mm.
- From five clamping modules, hose size 8 mm.
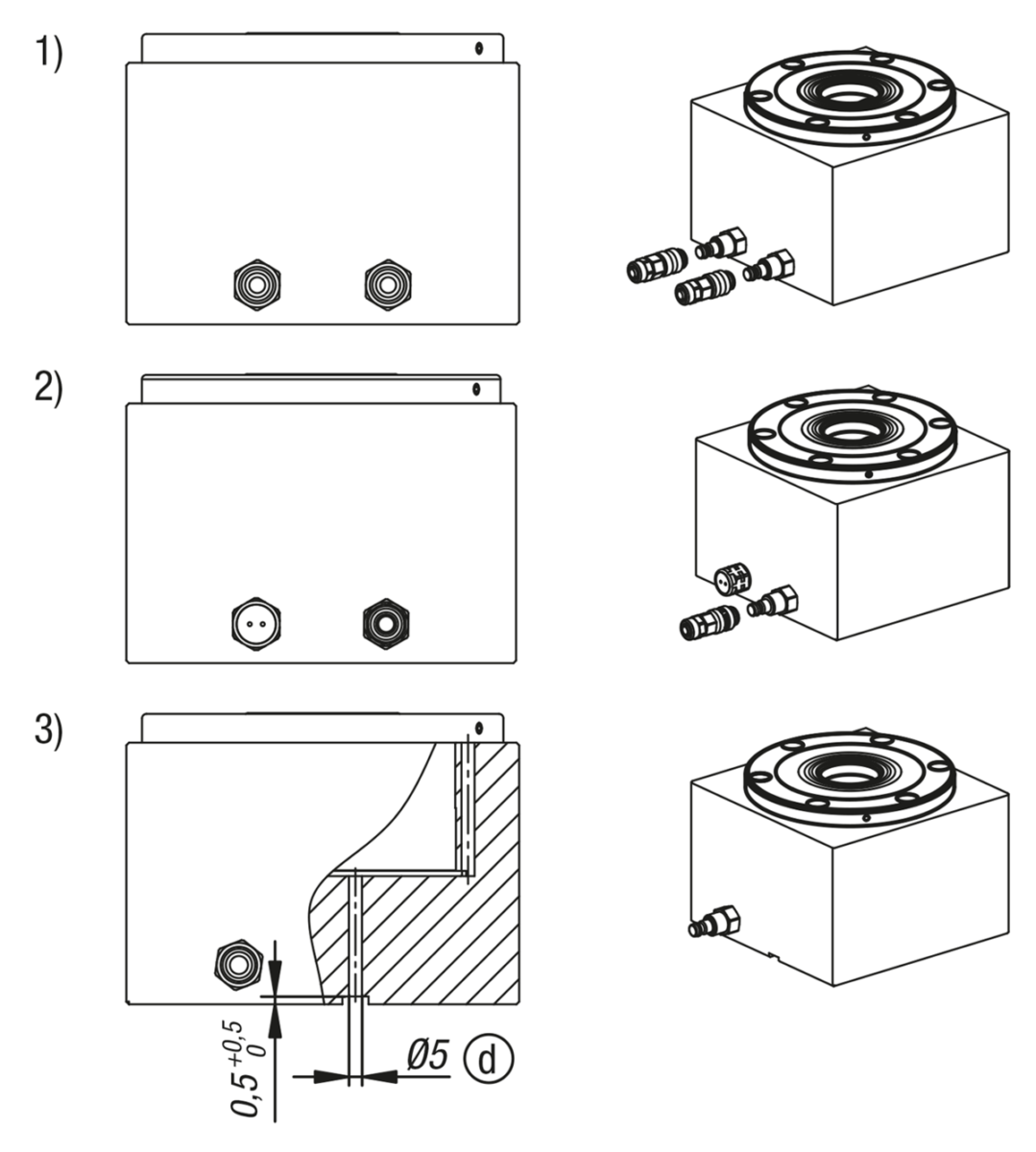
Function principle
The clamping modules are controlled via the connections on the base plate.
In order to guarantee the function of the clamping slides, the venting of the upper piston chamber must be carried out via the ”Turbo” air port.
This can be implemented by one of the following three options:
1) Connection and use of the turbo function in the base plate, or in the workholding tower next to the ”Open” port. This also enables the clamping module to be additionally tensioned with a short air pulse if required. (recommended)
2) A single hole for the air to escape in the baseplate/workholing tower which is connected to the turbo port. Do not use a connection with a shut-off function to seal the hole against dirt, instead a venting screw should be used.
3) In the third case, the piston chamber can be vented via a bore that is connected below the baseplate via a transverse slot. This bore must join with the turbo port so that venting can take place.
In order to guarantee the function of the clamping slides, the venting of the upper piston chamber must be carried out via the ”Turbo” air port.
This can be implemented by one of the following three options:
1) Connection and use of the turbo function in the base plate, or in the workholding tower next to the ”Open” port. This also enables the clamping module to be additionally tensioned with a short air pulse if required. (recommended)
2) A single hole for the air to escape in the baseplate/workholing tower which is connected to the turbo port. Do not use a connection with a shut-off function to seal the hole against dirt, instead a venting screw should be used.
3) In the third case, the piston chamber can be vented via a bore that is connected below the baseplate via a transverse slot. This bore must join with the turbo port so that venting can take place.
Drawing reference
a) Underside hose-less port (open)
O-ring Ø9x1.5
b) Underside hose-less port (turbo)
O-ring Ø9x1.5
c) Centring rim
d) Vent
O-ring Ø9x1.5
b) Underside hose-less port (turbo)
O-ring Ø9x1.5
c) Centring rim
d) Vent
Accessory
Clamping pin K0967.
Protective bolt for clamping module K1010.
Protective plug for clamping module K1010.
Protective bolt for clamping module K1010.
Protective plug for clamping module K1010.
Important note on downloading CAD models
You must log in before you can download our CAD models. If you have not yet created an account, please register under "My account" (right-hand side of the screen) and follow the instructions.
Discover our product range



















